| 自动化工程公司 |
北京东方菱控科技有限公司 |
| 推荐广告 |
|
|
| 您的位置 > 塑料橡胶 |
注塑机的变频节能改造应用
|
一、概述:  注塑机工频及变频运行的耗电曲线(图一) 二、注塑机的变频改造的可行性: 一台通用注塑机设备,在一个完整的注塑过程中的锁模、射胶、充填、熔胶、冷却 、开模等阶段对压力的要求各不相同,开模阶段只需保证较小的压力即可,但要熔胶、冷却时却需要较大的压力,以保证产品质量及生产率。根据注塑机原理,我们知道电机转速越高,注射压力也就越大,所以通过变频器对注塑机电机进行调速实现变压节能是完全可行的。 当前大多数注塑机生产商家都未采用节能变频器技术,还是采用的星形-三角形启动,由工频电网直接供电,启动电流大,且严重浪费电能;如果采用变频调速调压的方式则可实现注塑机电机的软启动 ,并可根据各个不同工艺阶段的压力需求自动改变运行频率,达到节能增效的目的。这些功能可通过变频器的流量压力模拟反馈或多段速度的调节方式来实现。具有投资回收快的特点。 三、方案简述: 目前一些注塑机已采用了变频节能技术,收到了节能、超静音、高效和可靠的显著效果,且能大大减少注塑机的耗电量,这已在众多注塑机用户中得到了非常好的评价与信赖。通过一些专家的测试和改良,注塑机的变频节能技术已日趋完善。 一般的注塑机的变频节能改造通常是:将用来控制调节比例调节阀的电量信号,进行转换处理后作为变频器输出频率的给定信号,或是将注塑机的锁模、射胶、熔胶、冷却、开模等工艺过程控制信号进行处理后作为变频器的多段速或程序控制信号(也是变频器输出频率的给定信号),以此调节方式来满足注塑机各种工艺对供油压力和流量的要求,并达到节能的目的。(见图二) 为了实现注塑机在变频调节时的最佳工况,我公司特别研究开发了针对注塑机压力,流量双信号控制回路自动切换电路,它能根据注塑机各个不同工作环节的流量,压力要求不同而自动选择信号,这样在加工一些高、精度的塑料产品时使用更是得心应手。 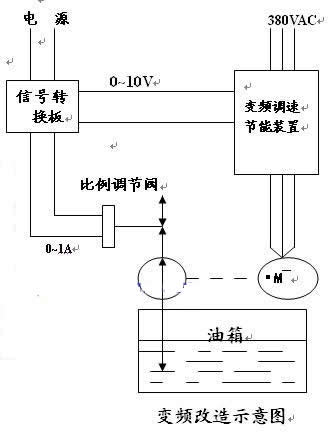 四、 塑机节能的原理及可行性分析 1.理论原理 油泵的输出功率: pt=p×Qt=p×v×n (1) 油泵的理论转矩: Tt=1/2π×p×V (2) P为压力,Qt为流量,V为油泵排量,n为油泵的转速,将(2)式代入(1)式得: Pt=2π×Tt×n (3) 如果忽略机械能到液压能转换过程中的能量损失,则可近似认为油泵的输出功率等于电机的输出转矩与电机转速的乘积。因此可以看出,当系统要求低流量时,系统需要的功率其实是非常低的。但是实际情况却是,由于电动机始终运行在工频50HZ状态上,并不能根据实际的需求来降低其转速,从而减小流量。因此多余的液压油只能通过比例流量阀流回油箱,造成能源的白白浪费。 2、油泵变频调速节电运行 从图1注塑机的P=f(t)工序过程中看出,在不同时间段,它的主油泵压力是变化的,而且起伏较大,这就存在节能的可能性,且潜力较大。据统计,注塑机节电率一般可达25%-60%。众所周知注塑机未使用变频器时,主泵的电动机始终恒速运行,是极不经济的运行的方式。 采用注塑机节电控制器,将控制比例流量阀的电流信号(0-1A),按每个生产工艺阶段设定的流量比例,得到0-1A的比例信电表去打开电磁阀的比例开度,以提供系统所需的压力。多余的流量通过溢流阀溢流掉。把比例流量信号连接到注塑机节电控制器作为驱动指令,控制油压驱动电机的转速,油泵只补充油路中所消耗的部份,油泵电机按比例指令运转相应转速,输出相应的流量,以提供系统所需的压力。即需要多少提供多少,在源头上让它不产生浪费。因此用变频节电系统在注塑机的整过生产过程中都具有明显的节电效果,从而能够较大幅度节能省电,为用户带来可观的经济效益。 五、应用案例 工程案例一:广东南海新丰塑料厂大型注塑机改造 深圳市日业电气有限公司同东莞市某节能设备科技开发有限公司合作,对广东南海新丰塑料厂四台主泵55KW大型注塑机(东华800)进行了变频改造,该机最大压力可达2000吨,最大投料量可达16000克,约1-2分钟生产6个中、大型水管接头。这是应用变频器的技术改造成功的典范,现已投产使用达半年之久,工作正常,平均节电率达35%以上,深受用户欢迎,经长达半年之久的应用对比,该厂已确定对另6台注塑机也使用变频器进行技术改造。充分说明应用变频器对大型注塑机实行节能的技术改造方案是正确的有效的,值得向大家推荐。 1. 工频、变频主电路及变频器的选用 主油泵55KW,选用深圳市日业电气有限公司ZY3200-ZY055T4变频器四台,经半年来使用,证明变频器的性能良好,工作可靠,节电率高,主电路采用工频-变频二套电源供电方式,(即变频、工频互锁互换的双回路控制),以确保不间断的工作。 2. 变频改造应用中注意的事项 ① 必需是采用比例流量控制的注塑机才可进行变频节能改造。 ② 变量泵不用进行变频节能改造。因为变量泵本身已带有一定的节能效果,增加变频器不能体现出它的优势。 ③ 有些继电器控制的注塑机速度是采用手调节流量阀控制速度的,进行变频节能改造的效果并不理想。对小型注塑机也辊对变频器响应速度的特别要求,需慎进行变频节能改造。 ④ 一般情况下,安装节能变频器不会影响注塑机的操作使用方式,为保证生产效率,某些工艺参数却需要作调整 (4)如何正确取得控制信号,实现变频器与注塑机的最优结合是十分重要的。我们采用方案的原理框图(见图3)。  图3 变频控制流程图 3. 经济效益分析  投资回报分析: 每月节电: 20.5度/小时×22小时/天×28天=12628度/月 每月节约电费: 12628度×0.6元/度=7576.8元 每年节约电费: 7576.8元/月×12月=90921.6元 投资回收期: 63800元÷7576.8元/月×28天/月=235天 工程案例二:某注塑厂仁兴塑机进行节能改造 我公司于2004年3月1日对某玩具厂进行注塑节能改造,节电率达到35.86%,现就改造过程分析如下: 1. 对象:  2.改造前后电流、电度表读数比较 (1)改造前后运行电流的比较 改造前后电流比较图 表(4)  根据表(4)的比较结果可以得知采用变频器调速后电流有了明显的下降 (2)改造前后的有功电度表读数比较 工频下有功表以及用电容量的计算结果 表(5) 日期:2004.3.9  由上表可计算单位产品的耗电量: 单件产品平均耗电量=326.9/1370=0.2387 变频下有功表以及用电容量的计算结果 表(6) 日期:2004.3.10  由上表可计算出单位产品的耗电量: 单件产品平均耗电量=207.9/1358=0.1531 使用变频节电器后效率=169.75/171.25=99.13% 根据以上耗量可以计算出改造后节电百分比: 节电率=(P工频- P变频)/ P工频=(0.2387-0.1531)/0.2387=35.86% 3. 改造后对生产稳定性、产品质量、机器性能的影响 改造前后的生产数量的对比 表(7) 
|