1 ����
��Ƶ��������Ƭ����Ŀǰ������һ�¹��ϵ�һ������Ч�Ƚ���Ԫ�������Ƚ��Ľ��ܲ�Ʒ�����ص㣺��Ƭ����ܾ������õĽ����Ӵ��棬�Ӵ�������㣬�����¶ȹ㡢�������ܺã�����Ч�ʸߡ��������ø�Ƶ����Ӵ����ȵķ��������̵Ľ�����״������һ�����ٶ��������ϵأ��ڸֹ����߲��Ʊߺ����ϳ�����״��ɢ��Ƭ����������˸ֹܵ�����棬ʹ��ɢ��Ч����������Ӷ���С���豸������������Ч�ʡ�
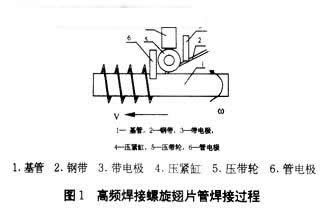
��Ƶ��������Ƭ����������Ҫ����ǣ��������Ƶ��Դ������ר���豸����ȴѭ��ϵͳ�����������豸����ɡ�����ʱ�Ѹִ��̶��ڸֹ��ϣ���Ƶװ�ÿ�����Ƶ����ͨ������ϵͳ�ڸִֹܺ���С�ķ�Χ�����������ڸ�Ƶ�����ļ���ЧӦ���ڽ�ЧӦ���ڼ��̵�ʱ���ڣ��ѵ�����������ĸִֹܺ����ȵ���������״̬����������ϵĽ��������ڶ��������������γ��ι̵ĺ��졣���Ÿֹ��������ϵ���ת�������ƶ����Լ��ִ���ͬ�����룬�ִ����γ��ƺ��ڸֹ��ϵij�Ƭ����ͼ1��ʾ��
Ŀǰ������������Ƶ��������Ƭ����ҵ���������Զ����̶�ˮƽ�ϵͣ��ڿ���ϵͳ�������Dz��ü̵������Ӵ���ǿ���һ����˳����ơ���������ǣ�����ƻ�ͷ��ǣ������ת����һ������������ת�������������һ����ֱ�Ӵ����ֹ���ת��һ����ͨ���������֣��϶��ֹܼ�������ֱ���˶����ݾ�ı仯��������ͨ���ܶ��鱸�ó����鼰�����乲ͬ���ڣ����ң��ݾ��ܳ��ֱȵ����ƣ�Ϊ�������������ܴﵽ���趨��������������ͻ���Ҫ�ﲻ����ѵĺ����ٶȣ�ʱ�������������⡣
Ϊ�ˣ����б�Ҫ�ڸ�Ƶ��������Ƭ�������м�ǿ���ƹ��ܣ���߿��ƾ��ȡ��Ӷ����ﵽ��ȷ���ƺ����ٶȣ���߹�Ч�����ͷ�Ʒ�ʣ���֤��Ʒ���������õ�����ͻ���Ҫ��
2 ����ϵͳ����ɼ���������ԭ��
������ϵͳӲ��������ͼ2��ʾ��
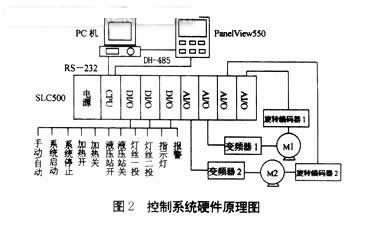
������������A-B��˾��SLC500�ɱ�̿�����(PLC)Ϊ���ƺ��ģ������ص������㾫�ȸߣ���Ӧ�ٶȿ죬16K�ij����ڴ�ռ䣬�������õĻ�����Ӧ�ԺͿ������������зḻ������/����ڣ�������960��I/O�㡣�ḻ�ļ���ָ������и���ѧ���㹦�ܡ������ǡ�PID��ָ�������������Լ���������ָ������������õ�RS-232ͨ������λ������ͨѶ���ÿ��������ܿɿ���ά����С����̷��㡢�����ù���ͼ������ͼ���������е������ۺϱ�̣���ɸ��ֲ�ͬ�Ŀ���Ҫ�������ӹ��յĵ��������ƣ������������豸��״̬��⡢�ٶȼ�⣻ִ�������������㣻�������ִ��ָ���ɶԺ�����ͣ���ƣ�����ŷ���״̬���̿��Ƶȡ�����Ա�ն��Dz���Աֱ��������ز������˻��ӿڽ��棬����ѡ��A-B��˾������С��ƽ������Ƶ�PanelView550�������ص�����ǣ�Ԥ��̬���źͶ�̬Ŀ��ʹ������̬��ú����ף������ն˻������ͼ��̵�����ն�Ϊ����Ա�ṩ�˷���������������;��������Աͨ��ʹ��10������̬�Ĺ��ܼ���һ�����ݼ��̽����������룬��ص㴥�����ϵ�ͼ����ʵ�֡�ͨ��DH-485ͨ����PanlView550����Ա�ն���ֱ�ӽ���SLC500����������ֱ�ӷ���SLC500�������ļ�������������ͼ�ı�̡�
�������Ǹ���ʵ�ʹ���Ҫ��ȷ��SLC500��I/O��ѡ����ʵ�CPU���ڴ�ģ�鼰I/Oģ�顣������λ������RSLogix500����ͼ���������I/O������̬�ͱ�̣�ͨ��RS-232ͨ������λ��SLC500����ͨѶ��������PanelBuilder1400e�����༭����Ա�ն˵��˻��ӿڽ���(HMI)���ѱ༭�õIJ����ı���ť��ָʾ�ơ���������ȣ���PanelView550��SLC500֮�佨��DH-485ͨ��ͨѶ����������Ա�ն˵��˻��ӿڽ���Ϳ�ֱ�ӿ���SLC500�����������I/Oģ�顣
ϵͳ���������Զ�/�ֶ�2�ֿ��Ʒ�ʽ����ѡ��ת�������ӵ���ٶȡ�Һѹվ��ŷ��ȼ���źŴ������뵽SLC500����ΪSLC500�������ӿ�ʼ�������������Ӷ���֤ϵͳ�����������¹�����������������й��ϸ�λ����ͣ�Ȱ�ť����ϵͳ������������ʱ���ɰ���ͣ��ť��ֹ�����豸���У����豸���ֹ��ϻ��ղ���������ʱ����SLC500���ƶ�Ӧ��ָʾ�����ҷ��������������������ų�������Чͨ����������λ��ť��������������ָʾ�Ƹ�λ��ť��λָʾ�ơ�
3 ��Ƶ���ٿ���
��֤�������֮�����һ�����ٶȱȣ������û�е������������װ����ʵ�֡�������ʵ����Ҫ���Dz��ö������ƵķǸ������Ӵ�������������SLC50�ͱ�Ƶ��ʵ������������ٶȱ���һ���ٶȱȵĿ��Ʒ�����
�ñ�Ƶ���������������������ǣ���������ת��������Զ����ġ�Ŀ����ʹ��Ƭ�ݾ�ɸ����û�Ҫ��ﵽ���������ù�ʽ��������������������£�
�誫n����ת���ת��(r/min��
���ᡪǣ������н��ٶ�(mm/s)
p���ݾ�(mm)
�����ֹ�ֱ��(mm)
���ߡ������ٶ�(mm/s)
�ء���ת������ٶ�(rad/s)
�أ�2��n/60(1)
�أ�2������ (2)
p�أ�2�У����� (3)
�������ĸ���ʽ�ɵó�һ�����ۣ��ڶ��ܾ��Ͷ��ݾ������£�������n�������Ϊ���Թ�ϵ���ܸ�Ƶ�����������ʵ����ƣ����ߵķ�Χ�����ģ�һ����250��350mm/s�����ݿͻ���ʹ��Ҫ���ݾ�p:4��20mm���ܾ���21��219mm������������ؼ�����ķ�Χ�ͼ����ٶȡ�
�������ϵ��������㣬�ֱ�ѡ�ú��ʵĵ����ÿ�������һ����Ƶ�����������Ƶ����ת�١�������ת������1����ת������2�ֱ�ɼ�������������������źţ����͵�SLC500�ĸ��ټ����ڡ����������ٶ��ź�����Ϊ�����������б�������(PI)�����㷨����������Ϊ����ź���SLC500��ģ����ģ�飬�����������洢��ij���������У���������ֵ���͵�ģ�������ͨ�������������ޱ궨����ɱ�Ƶ���ܽ��ܵĵ������ѹ�źţ��Կ��Ƹ�Ƶ���ӵ���ı�Ƶ�����������Ϳ��Ա�֤��ת�ٶȸ���ǣ���ٶȵı仯�������仯��ʹ�����ٶȱ���ͬ��������ʵ�����趨�ݾࡣ
4 �������
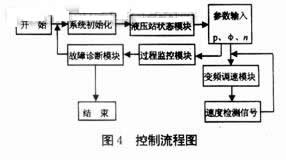
����״̬��Ʒ����ƿ��Ƴ�������ͼ�����ݸ�Ƶ��������Ƭ�������ߵ������������̣����ȶԸ������豸������״̬�����м��������ǣ�ȷ����״̬���Ⱥ����������ϵ����ȷϵͳ��Ҫ�漰�������롢�����������SCL500������ź��������źŵ�����ϵ����������ϵת��Ϊ����ͼ���ó���ֱ���Һѹվ���ơ���Ƶ���ٿ��ơ����̼�ء�������ϵȹ��ܿ���ɡ���Ƭ���ӹ���ʱ����̣��������࣬�������ӣ�Ϊ�ˣ���ϵͳ�����к�������ȫ����SLC500�����ƣ������ϵͳ�Ŀɿ��ԣ�������������ʵ���������������ʹ���������ϸ�ȷ���Լ����ʱ���ϵ���������ʵ�״̬��־λ������ʶ�������ϵ���������ϵͳ��ƵĿ�������ͼ��ͼ4��ʾ��
5 ������
������ϵͳ����SLC500Ϊ���ƺ��ģ��������������ά�����ס�����չ������ŵ㡣ͬʱҲȡ���˴�ͳ�̵����ĸ��ӿ��ơ�����SLC500�Ը�Ƶ��������Ƭ�������ߵ��Զ����ƣ��������������ߵ����пɿ��ԺͲ�Ʒ����������PanlView550����Ա�ն˵�����ԣ������ֳ��ı��Ʒ�Ĺ��ղ��������õ�����ͻ��Բ�Ʒ�Ķ���Ҫ��
�������Զ����������Զ������̸��� |